前沿思维,实现真实结果
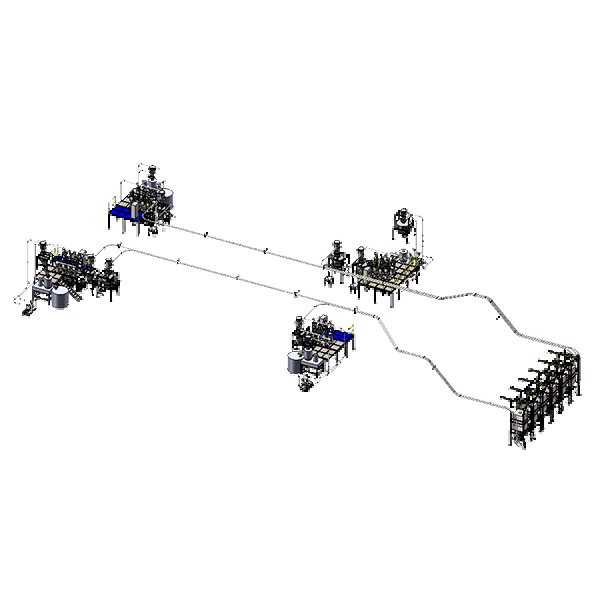
从投料、输送、配料、混合(挤出)、造粒到自动包装码垛的系统和项目是根据每个应用程序的特定要求构建的,确保JOYU提供全面的流程改进、上下游、企业范围、并进入供应链。
项目业主的需求由产生到方案确立需要涉及专业的工艺、机械设计、自动化控制、数据连接等综合知识,我们的工程师会从工艺开始多角度、宽范围设计更佳解决方案,努力将方案贴近需求并可实施,技术应用五年期内而不落伍,项目询价更接近预算,发挥方案所及的更佳性能。
我们向项目负责人开放与共同使用Teambition系统,同步参与项目管理,工作计划、进度、协调内容与改进掌握于心。
从人体工程学、环保、安全、易操作性、简单维护等角度,溶入机械与自动化工程中,带给项目业主更佳的操作功能体验。
我们始终站在使用者角度考虑未来需求发展,将新技术新应用快速贯穿于工艺中,为业主寻得更佳解决方案。

服务创造价值、存在造就未来

JOYU吨包卸料站专为关键应用中的严格工作而设计。每个 JOYU 吨包卸料系统,无论其特定设计或应用如何,都在特定工艺的全焊接结构框架底盘上运行;与市场上普遍的吨包卸料设计不同。JOYU模块化与集成的结构和控制基础设施使所有自动化和控制功能能够集中到一个PLC控制单元中。这种 JOYU 集成的构造和控制基础设施为降低总拥有成本奠定了基础,相对于设备和控制的不同“孤岛”的常见概念,同时还提高了流程性能和整个企业共享的生产数据的准确性。

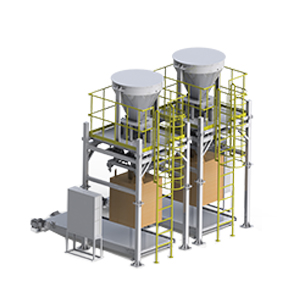
提高投料效率的合乎企业自动化作业验证的设计 更大限度的减少人工投料量并实现可行性自动化方案,受到所有项目业主关注与支持,JOYU整层破包投料输送专为关键应用中的小型包装袋投料自动化作业而设计。每个JOYU整层破包输送,无论其投料产能还是输送距离,都能满足每个项目的要求,能根据需求采用满足产能设计、全密封工况、更佳集尘效果的成套专业设计,与市场上普遍的投料设备不同。 JOYU三合一模块化与集成的结构设计使得破包后无残留、出料更连续、废袋更利于收集。
服务创造价值、存在造就未来

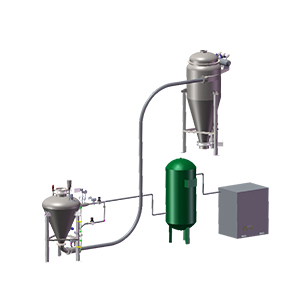
JOYU稀相负压粉体输送系统专为关键应用中的粉体输送而严格设计。每个 JOYU 粉体输送系统,无论其特定设计或应用如何,都在特定工艺的输送管道内运行;与市场上普通的粉体输送系统设计不同。JOYU快接密封结构 与控制功能集中到一个PLC控制单元中。这种 JOYU 集成的构造和控制实施为降低总成本奠定了基础,维护简易,同时提高了流程性能和整套系统运行的流畅性。
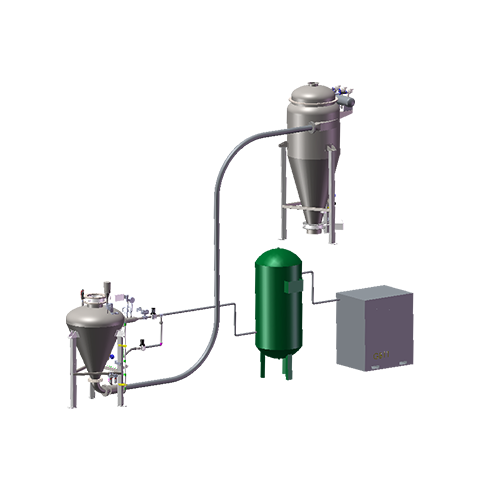
JOYU浓相正压粉体输送系统专为关键应用中的粉体输送严格工作而设计。每个 JOYU浓相正压 粉体输送系统,无论其特定设计或应用如何,都在特定工艺的全焊接发送罐结构与收集罐结构及输送管道内运行;与市场上普遍的粉体输送系统设计不同。JOYU耐用陶瓷弯头快接法兰密封结构与控制使所有自动化和控制功能能够集中到中央控制单元中。这种 JOYU 耐用性设计与集成的构造和控制基础设施为降低使用成本奠定了基础,同时提高粉体输送效率与安全性。
适用于粉体、片料及小颗粒料的输送。 JOYU管链输送机根据输送物料的特点而设计,适用于粉体、小颗粒、小块状、片状物料等散料的输送,由管道、减速机、动力电机、链条、链板、传动机箱、入料口、多个出料口组成,广泛用于生物制剂、谷物原料、饲料、化工等行业散料的输送。
适用于粉体、片料、球状料及颗粒料的输送。 JOYU柔性螺旋输送机,以挠性弹簧体作为运送构件,由电动机直接带动旋转(或经减速器减速后驱动)输送物料,适用于输送各种粉状、片料、球状料、颗粒料等物料,适用于直线输送或弯曲输送的需求,这种高度灵活的输送设备让项目业主使用效率更高。广泛用于生物制剂、谷物原料、饲料、养殖、化工、高分子等行业散料的输送。

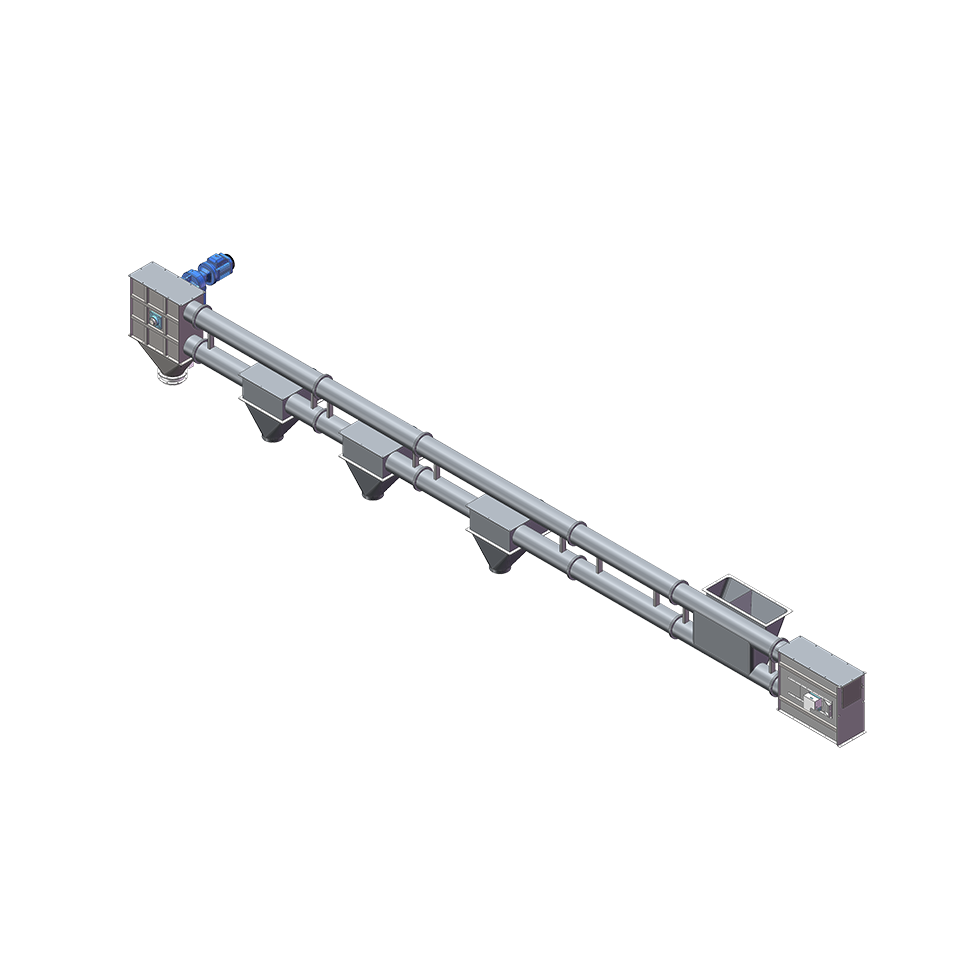
适用于粗粉体、片料及小颗粒料的输送。 JOYU刮板输送机根据使用环境与输送物料的需要,分别采用外壳304不锈钢、碳钢等材料,内衬刮板采用耐磨非金属材料,轴端密封、链条传送,广泛用于生物制剂、谷物原料、饲料、化工、粮库、港口码头、油脂等行业物料的水平输送。
计量
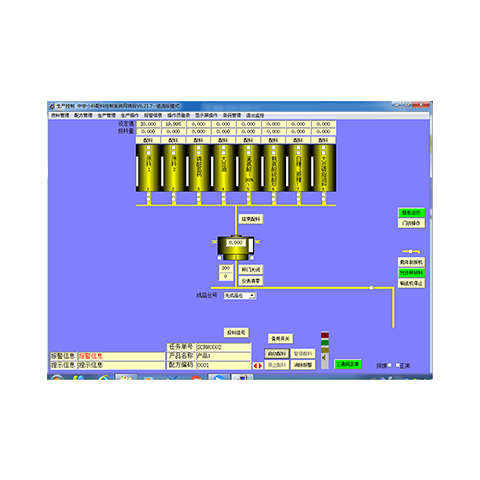
经千家用户使用考证且功能丰富的自动化系统 功能丰富的JOYU自动配料系统可分为增量计量、减量计量不同类型,专门为不同工艺的项目业主的精度高、配料后分批次投料的需求而设计,每个JOYU自动配料系统采用最新通讯技术、传感技术与物联网技术,将设备、系统、传感器、二次仪表汇总连接,为项目业主提供更适合行业发展的工厂自动化与数字化解决方案。

提升小料的自动称量与重量复核全套解决方案 JOYU小料称量自动配料系统针对高分子塑料、橡胶、基础化工等对小料配料精度要求严格而设计,采用循环进桶、逐一复核、总重复核、不合格品剔除的设计,提高配料质量并满足高标准项目业主需求,更大限度的减少传统的人工配料无追溯,质量不稳定的局限。每个JOYU小料称量系统,无论品种的多样复杂性,或是单物料的精度苛刻特点,都能根据不同品种数量、楼层空间、投料便利及产能需求,提供更高精度、更佳集尘效果的自动配料解决方案与成套设备。

提升密炼机辅料的自动配料与投料的自动化设计 JOYU上辅机系统针对密炼机的自动投料而精确设计,产品型号丰富,集多种辅料、油料的自动配料与胶料复核于一体,更大限度的减少人工投料量,提高配料精度。每个JOYU上辅机系统,无论碳黑品种的多样复杂性,油料粘度的多样性,或是吨包投料与小包破包投料的特点,都能根据不同空间、密炼机大小及产能需求,提交更高精度、更佳集尘效果的自动投料解决方案与成套设备。

JOYU防错配料系统适用于小料配料的工艺要求和质量管理要求,为项目业主提供原料库存管理、配方管理、配料称量、过程控制、产品追溯功能,将条形码(二维码)识别、转盘输送、自动称重技术相结合,由JOYU独立的PLC控制单元与一体化计算机控制系统,完成自动转盘的精准定位与称重精度的准确提示,防止配料过程中出现错料、超差现象,确保配方称重精度,保证配方工艺的准确性。系统由自动转盘、电子台秤与一体化控制柜组成,原料出库遵循先进先出原则,配料控制遵循按序配料原则,配料数据存储于系统中供查询追溯,为项目业主减少浪费,防止出错,达到防错与追溯目的,提升产品质量。
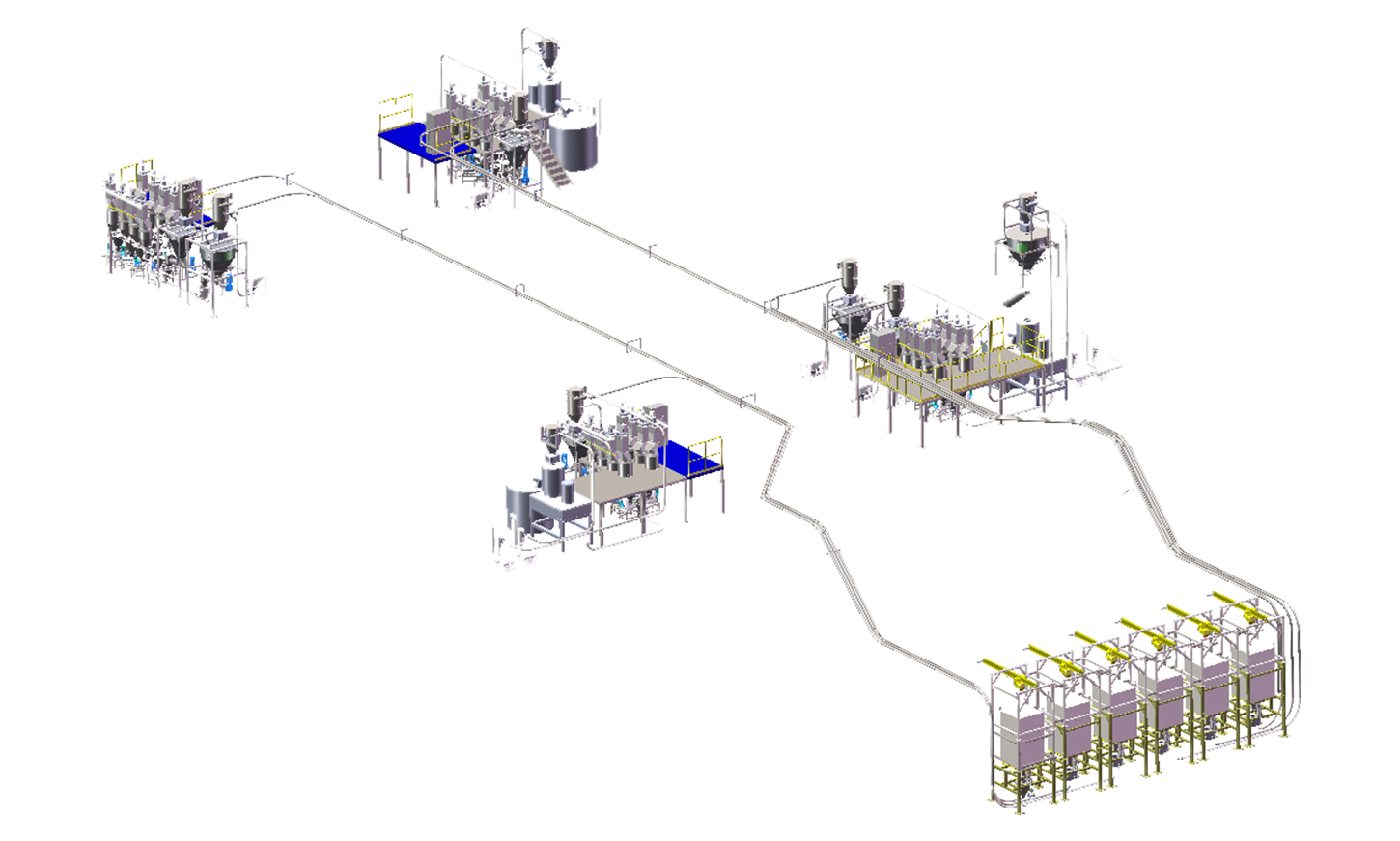
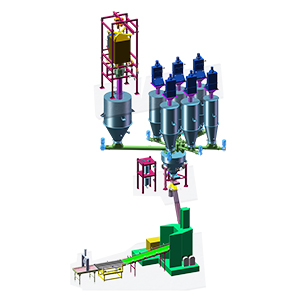
提升中央(集中)供料系统精度与效率的自动化设计 集多种小料、助剂于一体的自动化设计,更大限度的减少人工投料量,不受空间局限的解决自动投料需求。JOYU中央(集中)供料系统专为关键应用中的高分子新材料自动化作业而设计,每个JOYU中央(集中)供料系统,无论其粉体、片状或固体、油料的称量、或是跨楼层距离输送,都能根据不同空间、产能需求,提交洁净工况、更佳集尘效果的自动投料解决方案与成套设备。

混合挤出密炼
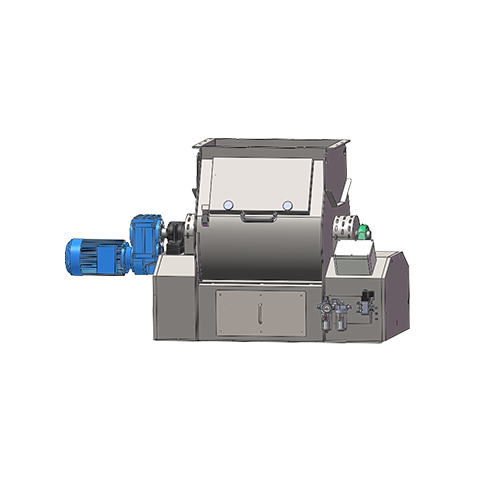
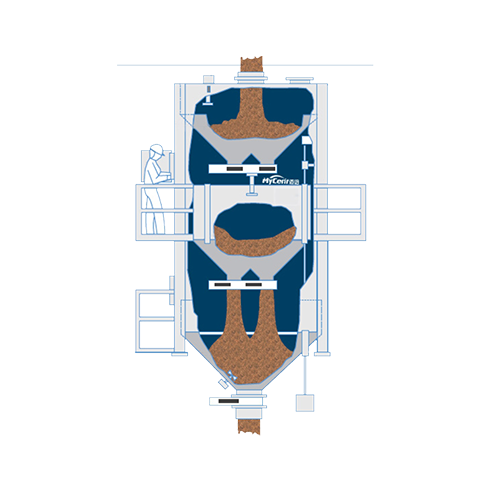
欧州质量标准,全球畅销并经过严格的性能验证。 JOYU与欧州品牌、中国品牌合作单轴桨叶混合机, 专业针对自由流动的干燥粉体物料而设计,主要用于饲料预混料、添加剂、制粉等谷物加工行业,能提供容量范围200 升 至1,000 升的多种型号,设计均匀度系数(CV) 不超过 5%。
{else}卧式混合
{/ssdlcms:if}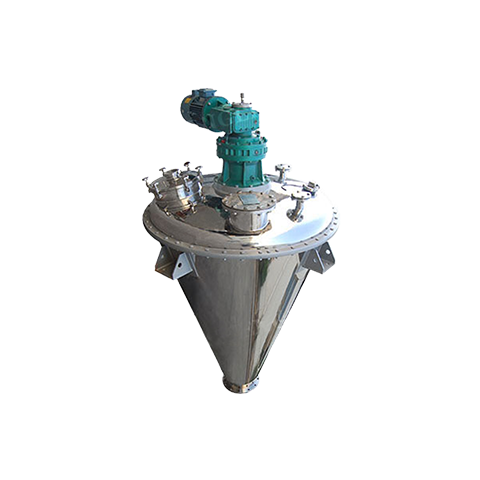

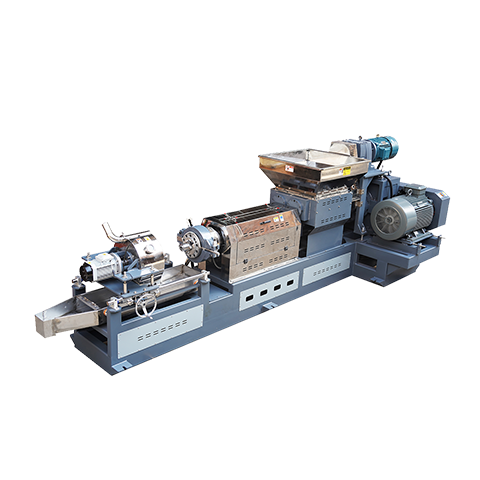
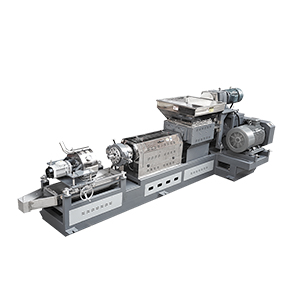
JOYU与市场上主流厂家合作,双螺杆挤出造粒机适用于橡塑和工程树脂的填充、共混、改性、增加、氧化、聚丙烯和高吸水性树脂加工 ,可降解母粒、聚酰胺缩聚、聚氨脂加聚反应的挤出;碳粉、磁粉的造粒,电缆用绝缘料、保护套、低烟无卤阻燃型PVC电缆料及各种硅烷交联料的制备应用。
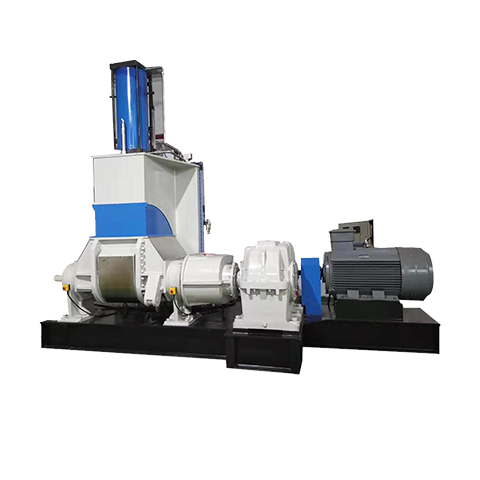
欧州质量标准,全球畅销并经过严格的性能验证。 JOYU与利拿公司合作,适用于橡胶、塑胶及化工原料混合密炼加工。包括E.V.A发泡鞋底、橡胶鞋底、TPR、鞋底橡胶滚轮、橡胶海棉、轮胎、运动球类、橡皮圈、橡皮管、橡皮带、瓶塞、油封、防震橡胶、黏性胶带、松紧带、色母、油墨、电气橡胶零件、各类汽车橡胶制品及各式化学工业混合原料。

JOYU选择市场上性能卓越高混机与低速搅拌缸配合,配套于挤出机造粒系统,为关键应用中的造粒而严格设计。每个 JOYU 高混机在成套工艺中,无论其特定容量、转速、温度设计与应用要求如何,都在特定工艺的稳固底盘上运行;与市场上普遍的高混机存在不同。JOYU高混机投料控制系统以模块化与集成的控制思路集中到自动投料系统中,这种 JOYU 集散的构造和控制基础为高混机的更佳使用效果与降低使用成本奠定了基础。
液体作业

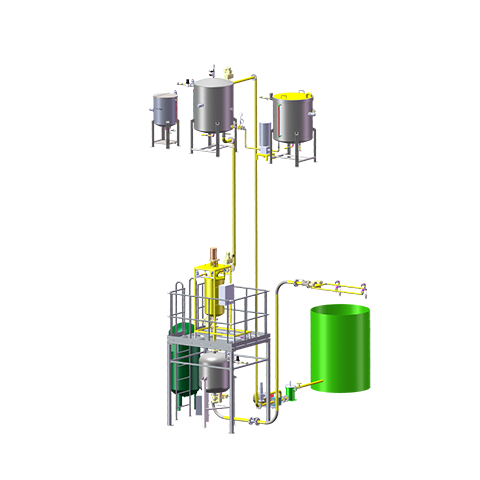
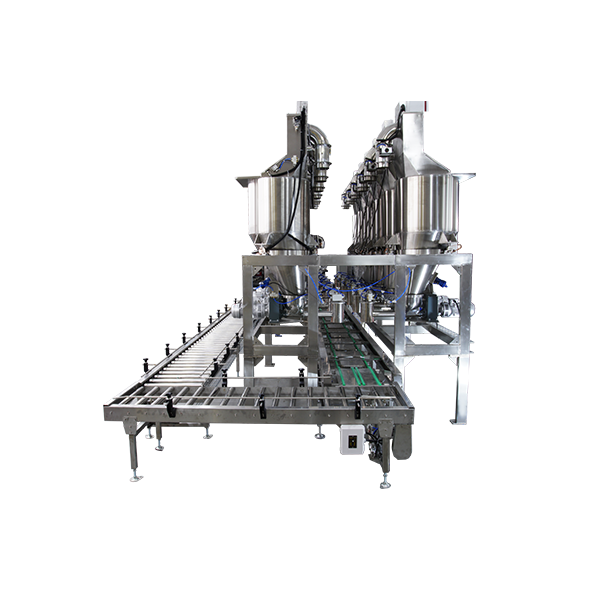
满足液体配料与气雾混合喷洒技术的的自动化系统 针对不同行业应用的JOYU液体自动添加系统,满足项目业主对不同特性的液体(油料)的自动配料、搅拌、自动喷液的多级要求。JOYU液体自动添加系统按不同工艺可分为批次添加系统与连续添加系统,采用最新通讯技术、传感技术与物联网技术,将泵、管道、阀门、传感器、二次仪表、反应釜(混合机)与系统汇总连接,为项目业主提供更高精度与气雾喷洒效果的液体自动添加成套设备。

称重包装与堆垛

JOYU自动称重包装专为关键应用中的严格工作而设计。每个JOYU自动称重包装,无论其特定设计或应用如何,都是采用全新高集成模块化联网控制系统;与市场上普遍的自动称重包装设计不同。JOYU模块化与集成的结构和控制基础设施使所有自动化采用专用控制器进行控制,精度高,稳定性好。除人工套袋外, 定量控制、进料等其余流程全部采用自动控制。这种 JOYU 集成的构造和控制基础设施为降低总拥有成本奠定了基础,相对于设备和控制的不同“孤岛”的常见概念,同时还提高了流程性能和整个企业共享的生产数据的准确性。
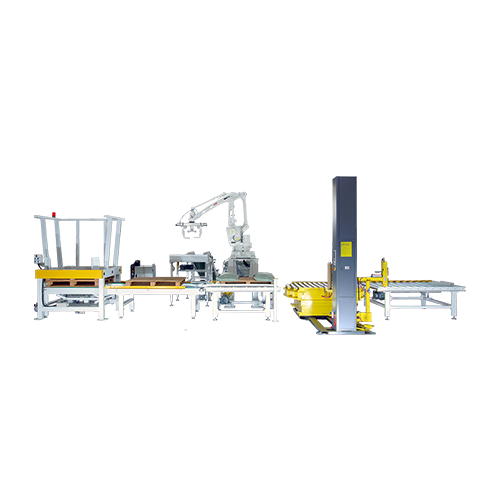
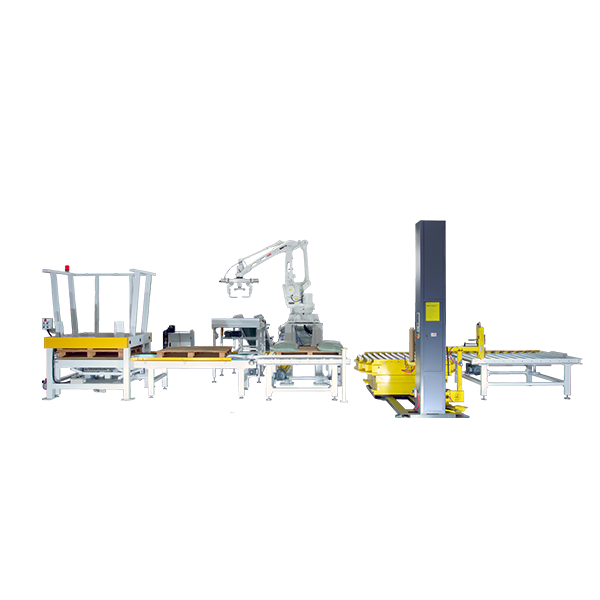
JOYU输送和码垛专为关键应用中的包装袋自动化作业而设计。每个JOYU输送和码垛,无论其输送距离、弯径、托盘大小或吨包袋入袋要求如何,都能根据需求采用满足产能的设计、全焊接稳固支架与辊筒设计,与市场上普遍的输送和码垛设计不同。 JOYU模块化与集成的结构和控制组件使所有自动化和联锁控制能够集中到一个PLC控制单元中。这种 JOYU 集成的构造和控制系统为降低总拥有成本奠定了基础,增强了运行稳定性的同时还提高了流程性能和整个企业共享生产数据的准确性。
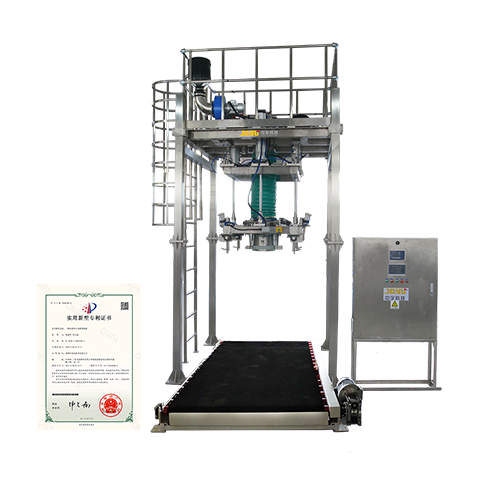
JOYU吨包秤专为关键应用中的严格工作而设计。每个JOYU自动称重包装,无论其特定设计或应用如何,都是采用全新高集成模块化联网控制系统;与市场上普遍的自动称重包装设计不同。JOYU模块化与集成的结构和控制基础设施使所有自动化采用专用控制器进行控制,精度高,稳定性好。除人工套袋外, 定量控制、进料等其余流程全部采用自动控制。这种 JOYU 集成的构造和控制基础设施为降低总拥有成本奠定了基础,相对于设备和控制的不同“孤岛”的常见概念,同时还提高了流程性能和整个企业共享的生产数据的准确性。

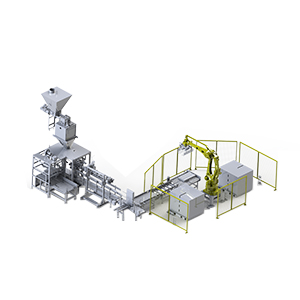
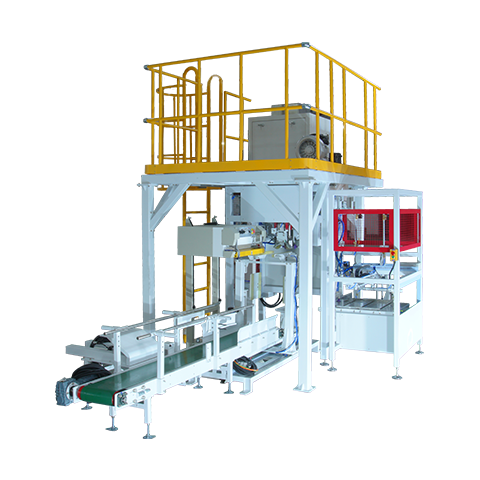
经过性能验证的颗粒自动包装系统。JOYU下辅机系统专为高分子、化工行业的颗粒包装要求严格工作而设计。每个JOYU下辅机系统,无论其输送距离、设定规格、粒径如何,都能匹配合适的专业包装系统,确保物料输送,包装精度、垛形达到极致,工作稳定性好。自动吸袋、套袋、封合、倒包、复核、码垛与自动缠绕的应用,为垛盘的规整性提供有效保护,满足国内运输及海外集装箱等输送的需要。

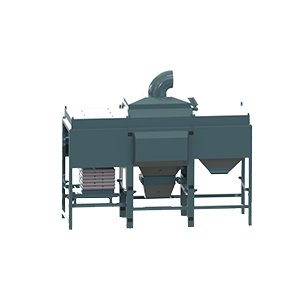
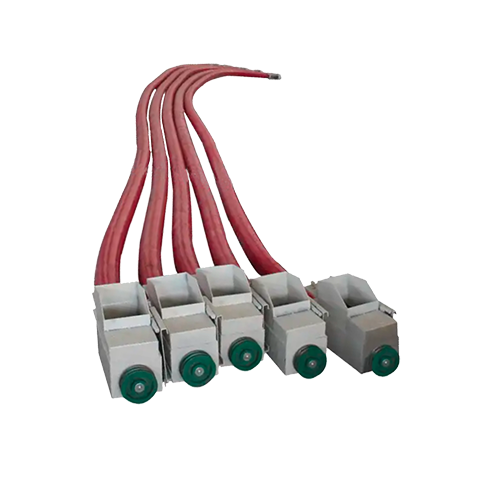
经过超细粉体抽气验证的自动包装秤。JOYU粉体包装秤专为含气量大、粒径小的超细粉体称重包装严格工作而设计。每台JOYU粉体包装秤,无论其粉体特性或应用工况如何,采用匹配粉体粒径的纳米抽气棒、双螺旋进料机构与高精度称重模块组成; 让粉体落入包装袋中实现物料流畅、抽气率高、精度稳定、粉尘少的特点。
散料计量
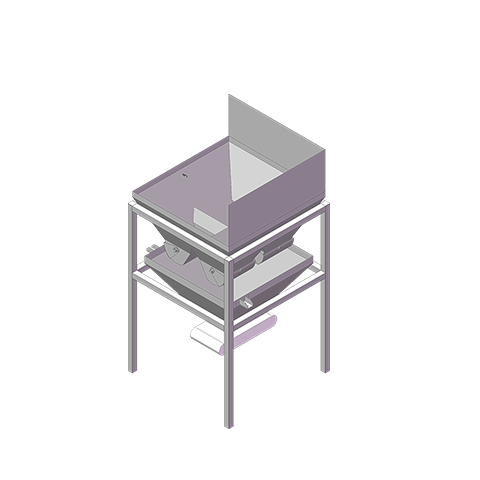
基于批次计量的高精度配料秤 由上中下三层积木式的结构设计,转化连续物料为批次计量配料的工艺,让散料计量更精确,更大范围的满足各类型码头项目业主的散料计量精准需求,与散料计量控制系统的结合完美控制配料精度,并实现进料、计量、排料的流畅性。JOYU散料秤按需配置三点受力配料秤,科学验证的排气、集尘、隔气设计,为JOYU散料秤的操作带来更好的体验。
基于高精度的失重式流量累计配料秤 由上下两层积木式的结构设计,节省了传统散料秤的设计高度与空间,提升计量产能,提高精度,让散料计量更精确、更大范围的满足各类型码头项目业主的散料连续计量精准需求,实现进料、失重计量、排料的流畅性。JOYU高精度失重式流量累计散料秤按需配置三点受力配料秤,科学验证的排气、集尘、双层落料口设计,为JOYU散料秤的产能与操作带来更好的体验。

基于灵活多样的功能丰富的散料秤控制系统 JOYU散料计量系统专门针对批次计量散料秤、连续失重式累加计量散料秤、散料装车出库秤等不同工艺的项目业主需求而设计,与配料工艺整密结合实现较高灵敏度的配料精度,实现散料计量与装车、装船的流畅性。每个JOYU散料计量系统无论计量秤的数量、距离远近、还是入库、出库要求,均能匹配不同型号满足每个项目的要求。